
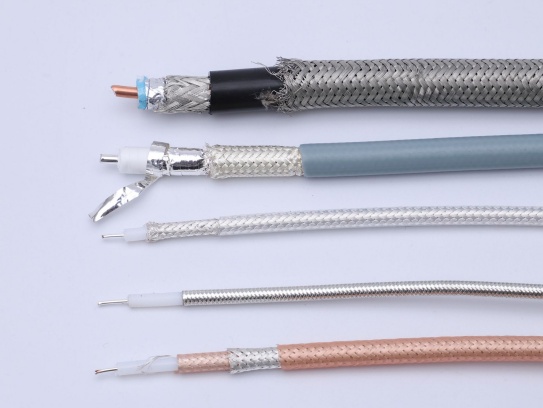
Micro Coaxial Cable factory-(FRS)
Coaxial cables are indispensable in telecommunications, broadcasting, and aerospace, where even minor quality flaws can lead to signal loss, system failures, or safety hazards. Hence, strengthening the coaxial cable quality inspection process has become a critical task for manufacturers and industry regulators.
In raw material inspection, strict checks are imposed on conductors and insulation layers. Conductors’ purity is verified using spectrometers to ensure they meet conductivity standards. Insulation materials undergo thermal aging tests in high-temperature chambers, simulating long-term operation conditions to assess their heat resistance. Moreover, shielding materials are inspected for uniformity and thickness via ultrasonic testing to guarantee effective electromagnetic interference (EMI) protection.
During the production process, real-time monitoring systems have been widely adopted. Laser diameter gauges continuously measure the outer diameter of the cable, ensuring it stays within the specified tolerance range. Tension meters monitor the pulling force during stranding and sheathing, preventing excessive stress that could damage the internal structure. Additionally, online partial discharge detectors are employed to detect insulation defects at an early stage, reducing the risk of breakdown in finished products.
For finished product inspection, a series of comprehensive tests are conducted. Electrical performance tests include measuring characteristic impedance with network analyzers, attenuation with signal generators and power meters, and return loss to evaluate signal reflection. Mechanical performance tests involve tensile strength testing, bending tests, and impact tests to ensure the cable can withstand harsh installation and operating environments. Environmental tests, such as temperature cycling and humidity tests, assess the cable’s stability under extreme conditions.
Furthermore, advanced technologies like machine vision systems are being integrated into the inspection process. These systems use high-resolution cameras and image processing algorithms to detect surface defects, such as scratches, bulges, or discoloration, with higher accuracy and efficiency than manual inspection. Data management systems are also implemented to record and analyze inspection results, enabling traceability of each cable from raw materials to finished products and facilitating continuous improvement of the production process.
Training programs for inspectors have been enhanced to ensure they are proficient in operating the new testing equipment and interpreting test results. Regular audits of the inspection process are carried out to identify potential gaps and implement corrective actions promptly.
Strengthening the coaxial cable quality inspection process not only improves the reliability and performance of the cables but also enhances customer confidence. It helps manufacturers meet stringent industry standards and regulatory requirements, ultimately promoting the healthy development of the coaxial cable industry.
Our factory offers high-quality products at competitive prices
IntroductionThe High-Temperature Resistant Micro-Coaxial Cable is a cutting-edge connectivity solution engineered to deliver exceptional performance in extreme thermal environments. Combining precision engineering with advanced mate.
Meta Description: Discover premium RF micro coaxial cables engineered for high-frequency signal transmission in compact devices. Explore specs, applications, and benefits for telecom, medical, and aerospace industries. .
Feel free to reach out to us for any inquiries or orders